Однофазные симисторные регуляторы скорости серии MTY в Иваново

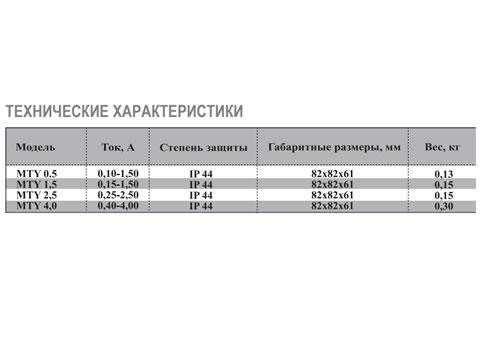
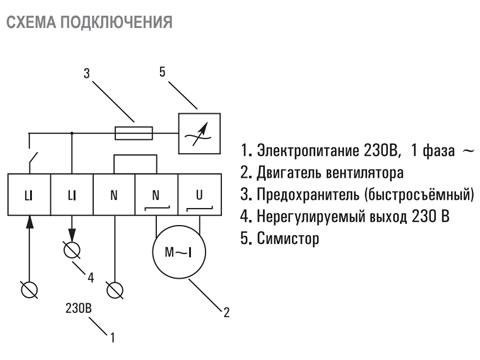


Применение: Регуляторы предназначены для ручного регулирования скорости вращения электродвига телей (230 В, 50 Гц) вентиляторов, управляемых напряжением. Допускается управление несколькими двигателями, если общий потребляемый ток двига телей не превышает предельно допустимой величины тока симистора.
Защита двигателя: Рекомендуется подключать к регуляторам электродвигатели со встроенными термокон тактами тепловой защиты, через которые на двигатели подается питающее напряжение. Если двигатель не имеет термоконтактов, необходимо установить отдельную тепло вую защиту! Входная цепь регуляторов защищена плавким предохранителем. Все модели снабжены дополнительным (нерегулируемым) выходом 230 В, 1 фаза. Все модели для удобства снабжены светодиодной индикацией включения регулятора и уровнем скорости вращения вентилятора.
ГОСТ 9.301-86
Группа Т94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система защиты от коррозии и старения
ПОКРЫТИЯ МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ
Не являются браковочными следующие признаки:
- неравномерный блеск на участках, имеющих различную термическую и механическую обработку;
- отдельные матовые и белесые участки на поверхности деталей, к которым не предъявляют требования по декоративности.
Отсутствие эффекта электрополирования в труднодоступных местах:
- щелях, зазорах, глухих отверстиях диаметром до 15 мм, сквозных - до 10 мм, а также отверстиях и углублениях, труднодоступных для электрополирования;
- следы от потеков воды;
- отсутствие блеска в местах сварки;
- следы от контакта с приспособлением в виде матовых и темных участков;
- механическая полировка (при необходимости) мест контакта с приспособлением и для получения точных размеров детали послеэлектрополирования;
- черные точки на резьбе, если нет других указаний в нормативно-технической документации;
- следы механической обработки основного металла до электрополирования и другие отклонения, допускаемые нормативно-технической документацией на основной металл.